 英语
英语 ��������
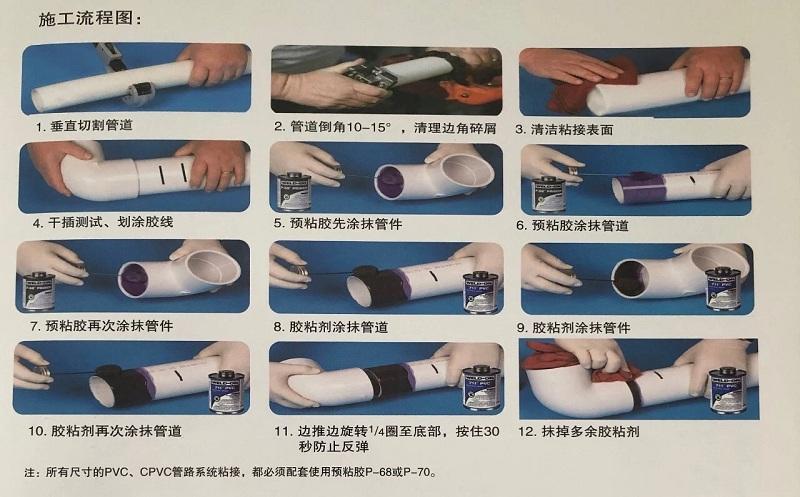
�������� 파이프라인 구축 및 설치 방법
1. 절단
직선 파이프는 바퀴 모양의 플라스틱 파이프 절단기, 전기 톱 또는 치아가 손상되지 않은 플라스틱 파이프 절단용 톱과 같은 간단한 도구로 쉽게 절단할 수 있습니다. 절단할 때 튜브가 수직으로 평평하게 절단되었는지 확인하십시오. 튜브 절단면이 수직일수록 접합 면적이 커집니다.
2. 디버링
모따기 도구나 줄을 사용하여 파이프 끝 내부와 외부의 강모를 제거합니다. 또한 노즐이 허브에 쉽게 들어갈 수 있도록 적절한 모따기를 적용하고 액세서리의 솔벤트 접착제를 닦을 가능성을 줄이는 것이 좋습니다.
3. 액세서리 준비
깨끗하고 마른 천으로 파이프와 피팅의 접합면에 묻은 먼지와 습기를 닦아냅니다. 그리고 튜브와 피팅의 테스트 연결을 확인하십시오. UPVC 파이프는 피팅 슬리브 1/2 ~ 3/4 깊이에 쉽게 들어갈 수 있어야 하고 CPVC 파이프는 피팅 슬리브 1/3 ~ 1/2 깊이에 쉽게 들어갈 수 있어야 합니다.
4. 세정제 도포
파이프와 피팅이 연결될 때 접착 된 조인트 표면은 솔벤트 접착제의 용융 효과를 향상시키기 위해 세척제로 침투하고 부드럽게해야합니다. 파이프 지름의 약 절반 정도의 어플리케이터 또는 브러시(헝겊 사용 금지)를 사용하여 세척제를 도포합니다. 파이프 끝단의 외부 표면과 피팅 소켓의 내부 표면에 균일하게 바릅니다. 표면의 연화 효과를 보장하기 위해 필요한 경우 대형 파이프 피팅을 접합하거나 적용 횟수와 양을 늘려야합니다.
5. 솔벤트 접착제 도포
솔벤트 접착제는 튜브 표면의 세척제가 완료된 후에 적용해야 합니다. 접합면은 포화되고 부드러워야 합니다. 비스코스는 튜브 직경의 절반인 천연 강모 브러시로 도포해야 합니다. 파이프 끝단의 바깥쪽에 두꺼운 접착제 층을 도포하고 피팅 소켓의 내부 표면에 중간 두께의 접착제를 도포해야 합니다. DN50보다 큰 파이프의 경우 두 번째 접착제 층을 끝에 도포하거나 도포 횟수를 늘립니다.
6. 조합
접착제를 도포한 후 튜브를 즉시 피팅 소켓에 삽입하고 1/4바퀴 돌려야 합니다. 튜브는 피팅 소켓의 바닥과 접촉해야 합니다. 인터페이스 조합은 초기 조인트를 보장하기 위해 20~30초 동안 고정된 상태로 유지해야 합니다(DN150 이상의 파이프 피팅의 조인트는 텐셔너용 특수 도구로 조이고 15분 이상 두어야 함). 파이프와 부속품의 접합부 주변에 접착제가 넘침이 분명해야 합니다. 허브마우스 주변의 오버플로 접착제가 연결되지 않으면 도포된 접착제가 부족한 것입니다. 이 경우 액세서리를 버리고 인터페이스를 다시 조립하는 것이 좋습니다. 여분의 접착제는 걸레로 닦아낼 수 있습니다.
용매 접착제의 기술적 매개변수

참고: 초기경화시간은 본딩 후 파이프가 조심스럽게 이동하는데 필요한 시간을 의미합니다. 습하거나 습한 날씨에서는 초기 설정 시간을 50% 늘려야 합니다.
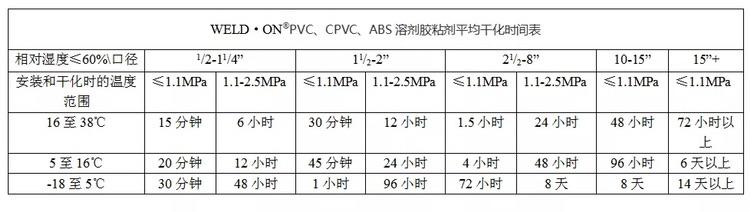
주: 건조시간은 배관이 접합된 후 압력이 가해지는 데 필요한 시간을 말하며, 건조시간은 습하거나 습한 날씨에 50% 증가시켜야 한다.
Kaixin Piping Technology Co., Ltd.는 산업용 CPVC 배관 시스템, 냉온수용 CPVC 배관 시스템, 산업용 UPVC 배관 시스템, 급수용 UPVC 배관 시스템, 산업용 PVDF 배관 시스템, 초순수 맞춤형 다양한 사양을 보유하고 있습니다. PVDF 배관 시스템, 화재 방지용 CPVC 배관 시스템, 산업용 RPP 배관 시스템, 산업용 PPH 배관 시스템 등 및 파이프 및 부속품의 보조 건축 자재를 원스톱 서비스로 제공합니다.












